- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
 English
English  |








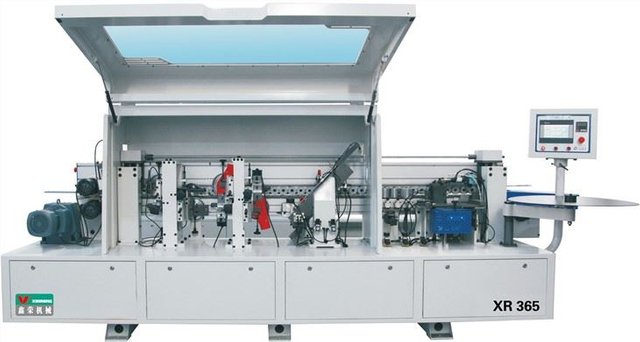
EVA edge banding machine is also called as edge bander, EVA edge banding machines is used to cover the exposed sides of materials such as MDF, plywood, or particle board, giving the appearance of a solid or more valuable material. The banding material can be PVC, ABS, acrylic, melamine, wood or wood veneer etc....
| Quantity: | |
|---|---|
EVA edge banding machine is also called as edge bander, EVA edge banding machines is used to cover the exposed sides of materials such as MDF, plywood, or particle board, giving the appearance of a solid or more valuable material. The banding material can be PVC, ABS, acrylic, melamine, wood or wood veneer etc.
Performance features of EVA edge banding machine:
1. High quality cast iron machine table and aggregates
2. Innovative detail solutions derived from 15 years of experience
3. First class manufacturing and finishing standards
4. Intuitive application concepts
5. Modern and distinct design
6. High-efficiency production
7. CE certificate
Technical specifications of EVA edge banding machine:
| Feeding speed: | 17-25m/min. |
| Panel thickness: | 10-60mm |
| Edge banding tape thickness: | 0.4-3mm |
| Min. width of work piece: | 40mm |
| Min. length of work piece: | 150mm |
| Motor power: | 10.6kw |
| Air pressure: | 0.6Mpa |
| Overall dimensions: | 4480*910*1540mm |
| N.W: | 1600KGS |
Packaging & Delivery:
Outside package: Standard marine export plywood case by LCL

inner package: Stretchy film and plastic film for humidity.

normally we keep in stock, the fast delivery time is in 15 days after receiving down payment.
Warranty: We guarantee the machine with 12 months warranty
Installation & after sale service:
1. Machine guarantees 12 months.(The host machine warranty for one year, the wearing parts is no guarantee, but support will be provided)
2. 24 hours technical service by email or calling.
3. English manual and operation video.
4. Engineers available to service machine overseas, also welcome to our factory to learn the installation and use of the machines.
5.Regularly follow-up by email or cell phone
6. Expanding your production or upgrading machine in the future, professional solution will be provided.
Main function and structures:




Today we’re talking about adhesive, handling, and the way we should think for EVA edge banding machine.
1- About adhesive, first choice is EVA/Polyethylene. It has heat resistance and lowest cost advantage. Second is PUR, which is special equipment required and clinical and high temperature applications. Third is co-extruded polymer functional layer for hot air & laser edge banders. Last one is pre-applied, mostly seen with veneers.
2- Next, we’re talking about some requirements of handling.
• Banding storage
– Flat on shelf
– Wood/Veneer in climate controlled room
– Prime HPL strips
• Banding has more memory closer to center of roll
– Straighten if needed
• Adhesive storage
– It needs a clean, dust free environment.
First, the EVA edge banding machine before the operation of the preparation work.
Clean the machine and work place to check whether the vacuum dust system is normal;
Check whether the glue in the gluing pot is sufficient and clean. When it is insufficient, it should be properly glued according to the dosage;
Adjust the balance bar position according to the length and width of the work piece;
Adjust the distance between the upper pressing shaft and the lower crawling belt/track pads according to the thickness of the work piece, to ensure that the work piece can be stabilized without crushing the surface of the work piece too tightly; There are high-speed edge banding machines use crawling belt.
Adjust the size of the gluing pot door so that the sealing material can be evenly and fully coated;
Through testing machine, see if the edge banding machine is running normally;
Prepare materials and accessories (pads, paper, etc.).
Second, operation process of EVA edge banding machine
Heat to 180 °C. When the indicator light is on, turn on the other switches. When banding, the temperature of the rubber pot should be kept at 180 °C ± 20 °C, and the rubber shaft should be kept at 200 °C ± 20 °C;
Install the banding roll, at the same time put the work piece on the conveyor belt, and close to the 90 ° rail baffle, and then parallel propulsion;
For each work piece processed, the first self-test must be made;
Before the edge of the profiled work piece is banded, use the 240# sandpaper to remove the burr. When working on the profiled edge banding machine, pay attention to the uniform force.
Third, solutions related to quality of EVA edge banding machine.
There are many factors affecting the edge banding quality of the EVA edge banding machine. For example, the edge banding work is interrupted, which interferes with the time measurement and affects the reliability of the working time application. To improve the quality of efficiency, there are generally the following methods:
If the local edge banding is not firmly bonded to the edge of the board, it can be glued and repaired;
If necessary, tear off the edge banding, saw it off or mill it out and re-edge it;
When there is rust on the board, wipe the anti-rust oil on the machine in time;
Do maintain the edge banding machine equipment, especially the glue applicator of the edge banding machine;
The cooperation or connection between the process and the process (such as the first drilling of the plate or door strips group banding, to be clear and clear, poor coordination will also have adverse effects;
The performance of the EVA edge banding machine, the orientation and height of the work piece placement, the working speed of the worker and the ability to judge the fault, and the work coordination of the workers, etc., will affect the normal use of the edge banding machine. Therefore, workers are necessary getting pre-job training and should be carried out before taking up the post.
Edge banding: use manual or fully automatic edge banding machine to do this job. Either way, the edge-banding procedure is: Glue the edge of the board or the edge band- Press the edge banding on the edge of the board – Flush the excess edge- Trim both sides the excess edge- trimming . For fully automatic edge banding machines, there are also more function such as pre-milling, corner rounding or tracking trimming, scraping, and polishing.
Most noteworthy of the edge banding is that the edge of the plate should be straight. There should be no steps caused by the misalignment of the table saw blade. It should be pressed tightly, otherwise it is easy to produce gaps between the edge band and the edge of the plate. Special glue for edge banding when use manually edge banding machine. It is not recommended to use universal adhesive. It is easy to fall off when exposed to heat.
Veneer lamination: board calibration by sanding – veneer selection – veneer cutting – veneer stitching – sheet gluing – placing the veneer on the surface of the coated sheet – into the hot press machine – edge or trim.
Several key points of veneer lamination:
The surface of the board must be flat, and there must be no ribs, depressions, holes, etc., otherwise it is easy to bubbling and separating the layers. The cut of the veneer is straight and the seams are tight, otherwise the gap is easy to occur. The glue should be properly and evenly coated. Too much glue is easy to penetrate, and too little glue is easy to lack glue, bubbling, and separation. Hot pressing temperature and time should be accurately controlled..
Fifth, how to control the quality of the edge banding?
The quality of edge banding machine and automatic edge banding machines are affected by many external and internal factors, including equipment conditions, raw material conditions, and operational proficiency. Generally, the following aspects are emphasized:
(1) If thick edge banding is used to band the edge, the pressing roller of the edge banding machine should be adjusted to the best position. The most common problem is that the pressure is too tight. Since the edge band is slightly longer than the work piece, when the pressing roll presses the length of the edge band, the edge band is provided with a force perpendicular to the feeding direction. At this time, since the glue is not completely cured, the bonding strength is not high. The tail is easy to loosen and not sticky.
(2) The indoor temperature should not be too low during processing, generally should be above 15 °C, especially when the edge band is thick, the flexibility will be insufficient, to ensure the normal operation of the preheating device. If there is no preheating device, it can also be used. The edge band is softened by blowing or the like, and the method is particularly suitable for curved edge banding. There must be no wind across the workshop.
The quality of the edge banding roll affects the edge banding effect. The banded edge of the banded product with good quality is tightly banded, and the gap of the product sealed by banding tape with poor quality is large, and there is a clear black line. When the machine is trimming, it is easy to scrape off the surface on the surface. From the cross-section of the thick edge banding, the middle of the gluing surface should be slightly concave than the two sides. The edge banding of the sealing band is tighter and the effect is good.
(3) The moisture content of solid wood edge banding materials should not be too high. It should be stored in a cool and dry room. The substrate requires no dust, and the optimum moisture content is 8-10%.
(4) Due to the fast edge-banding speed, the adhesive should have good dispersion and permeability to the substrate under low pressure. It should have good initial tack and should be glued instantly under a short time pressure. The knot is firm. When using, care should be taken to ensure that the temperature of the hot melt adhesive is within the normal temperature range. If the temperature is too high for a long time, the glue will be separated; if the hot melt adhesive does not reach good fluidity at low temperature, it must be provided by the supplier data when using it.
(5) The amount of hot melt adhesive should be such that the glue is slightly extruded outside the glued part, too large, there is a black line at the edge of the seal, which affects the appearance; too small, the glue strength is not enough.
In order to check whether the film is continuous, it can be tested with a transparent hard PVC. it can also be sealed with a common edge banding. When the silicone is not cooled, the edge band is torn off for inspection.
(6) For the manufacturing of the EVA edge banding machine without the front pre-milling diamond cutter device, the cutting quality of the semi-finished product to be sealed also affects the edge banding effect. In order to prevent the product from being blasted. The general manufacturer will use a nicker saw (commonly known as a small saw blade or grooving blades). The best effect after cutting should be that the saw blade can be seen in the section but it is not felt. When the small saw blade marks are too deep, the seal is not strong, and a black line can be seen at the edge of the seal to even see the gap, which is too shallow and easy to explode.
What should you pay attentio to when the edge banding machine is working safely:
The workplace should be equipped with complete and reliable fire-fighting equipment. Smoking and open flames are strictly prohibited in the workplace, and flammable products such as oil and cotton yarn are not allowed to be stored;
The wood to be processed and processed wood in the workplace should be piled up neatly to ensure smooth roads;
The machinery should be kept clean, the safety protection device is complete and reliable, the joints of the various parts are fastened, and no debris can be placed on the workbench;
Before the operation, the frame and the fixture should be adjusted. The table should be stable, the drill should be vertical, and the chisel should be stuck in the center of the chisel and perpendicular to the machined hole;
When you are eye-catching, you must use the clamper. Do not directly support the material by hand. If it is thrifty, it must be pressed slowly. Do not use excessive force. Do not wear gloves.
In the operation, if the chiseling is blocked by raft or wood slag or the high temperature causes the wood to smoke, the handle should be lifted immediately, and the drilled wood residue should not be directly cleaned by hand;
When replacing the core, stop the power supply first, and then put the board on the platform before proceeding;
After the operation, cut off the power supply, lock the brake box, wipe and lubricate, and remove wood chips and shavings.
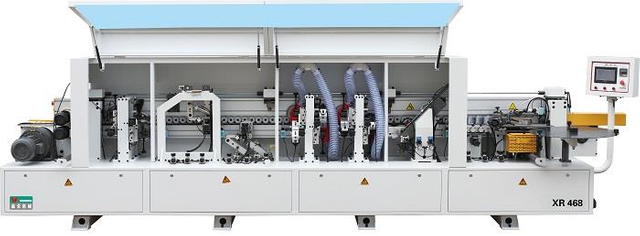
EVA edge banding machine is also called as edge bander, EVA edge banding machines is used to cover the exposed sides of materials such as MDF, plywood, or particle board, giving the appearance of a solid or more valuable material. The banding material can be PVC, ABS, acrylic, melamine, wood or wood veneer etc.
Performance features of EVA edge banding machine:
1. High quality cast iron machine table and aggregates
2. Innovative detail solutions derived from 15 years of experience
3. First class manufacturing and finishing standards
4. Intuitive application concepts
5. Modern and distinct design
6. High-efficiency production
7. CE certificate
Technical specifications of EVA edge banding machine:
| Feeding speed: | 17-25m/min. |
| Panel thickness: | 10-60mm |
| Edge banding tape thickness: | 0.4-3mm |
| Min. width of work piece: | 40mm |
| Min. length of work piece: | 150mm |
| Motor power: | 10.6kw |
| Air pressure: | 0.6Mpa |
| Overall dimensions: | 4480*910*1540mm |
| N.W: | 1600KGS |
Packaging & Delivery:
Outside package: Standard marine export plywood case by LCL
inner package: Stretchy film and plastic film for humidity.
normally we keep in stock, the fast delivery time is in 15 days after receiving down payment.
Warranty: We guarantee the machine with 12 months warranty
Installation & after sale service:
1. Machine guarantees 12 months.(The host machine warranty for one year, the wearing parts is no guarantee, but support will be provided)
2. 24 hours technical service by email or calling.
3. English manual and operation video.
4. Engineers available to service machine overseas, also welcome to our factory to learn the installation and use of the machines.
5.Regularly follow-up by email or cell phone
6. Expanding your production or upgrading machine in the future, professional solution will be provided.
Main function and structures:
Today we’re talking about adhesive, handling, and the way we should think for EVA edge banding machine.
1- About adhesive, first choice is EVA/Polyethylene. It has heat resistance and lowest cost advantage. Second is PUR, which is special equipment required and clinical and high temperature applications. Third is co-extruded polymer functional layer for hot air & laser edge banders. Last one is pre-applied, mostly seen with veneers.
2- Next, we’re talking about some requirements of handling.
• Banding storage
– Flat on shelf
– Wood/Veneer in climate controlled room
– Prime HPL strips
• Banding has more memory closer to center of roll
– Straighten if needed
• Adhesive storage
– It needs a clean, dust free environment.
First, the EVA edge banding machine before the operation of the preparation work.
Clean the machine and work place to check whether the vacuum dust system is normal;
Check whether the glue in the gluing pot is sufficient and clean. When it is insufficient, it should be properly glued according to the dosage;
Adjust the balance bar position according to the length and width of the work piece;
Adjust the distance between the upper pressing shaft and the lower crawling belt/track pads according to the thickness of the work piece, to ensure that the work piece can be stabilized without crushing the surface of the work piece too tightly; There are high-speed edge banding machines use crawling belt.
Adjust the size of the gluing pot door so that the sealing material can be evenly and fully coated;
Through testing machine, see if the edge banding machine is running normally;
Prepare materials and accessories (pads, paper, etc.).
Second, operation process of EVA edge banding machine
Heat to 180 °C. When the indicator light is on, turn on the other switches. When banding, the temperature of the rubber pot should be kept at 180 °C ± 20 °C, and the rubber shaft should be kept at 200 °C ± 20 °C;
Install the banding roll, at the same time put the work piece on the conveyor belt, and close to the 90 ° rail baffle, and then parallel propulsion;
For each work piece processed, the first self-test must be made;
Before the edge of the profiled work piece is banded, use the 240# sandpaper to remove the burr. When working on the profiled edge banding machine, pay attention to the uniform force.
Third, solutions related to quality of EVA edge banding machine.
There are many factors affecting the edge banding quality of the EVA edge banding machine. For example, the edge banding work is interrupted, which interferes with the time measurement and affects the reliability of the working time application. To improve the quality of efficiency, there are generally the following methods:
If the local edge banding is not firmly bonded to the edge of the board, it can be glued and repaired;
If necessary, tear off the edge banding, saw it off or mill it out and re-edge it;
When there is rust on the board, wipe the anti-rust oil on the machine in time;
Do maintain the edge banding machine equipment, especially the glue applicator of the edge banding machine;
The cooperation or connection between the process and the process (such as the first drilling of the plate or door strips group banding, to be clear and clear, poor coordination will also have adverse effects;
The performance of the EVA edge banding machine, the orientation and height of the work piece placement, the working speed of the worker and the ability to judge the fault, and the work coordination of the workers, etc., will affect the normal use of the edge banding machine. Therefore, workers are necessary getting pre-job training and should be carried out before taking up the post.
Edge banding: use manual or fully automatic edge banding machine to do this job. Either way, the edge-banding procedure is: Glue the edge of the board or the edge band- Press the edge banding on the edge of the board – Flush the excess edge- Trim both sides the excess edge- trimming . For fully automatic edge banding machines, there are also more function such as pre-milling, corner rounding or tracking trimming, scraping, and polishing.
Most noteworthy of the edge banding is that the edge of the plate should be straight. There should be no steps caused by the misalignment of the table saw blade. It should be pressed tightly, otherwise it is easy to produce gaps between the edge band and the edge of the plate. Special glue for edge banding when use manually edge banding machine. It is not recommended to use universal adhesive. It is easy to fall off when exposed to heat.
Veneer lamination: board calibration by sanding – veneer selection – veneer cutting – veneer stitching – sheet gluing – placing the veneer on the surface of the coated sheet – into the hot press machine – edge or trim.
Several key points of veneer lamination:
The surface of the board must be flat, and there must be no ribs, depressions, holes, etc., otherwise it is easy to bubbling and separating the layers. The cut of the veneer is straight and the seams are tight, otherwise the gap is easy to occur. The glue should be properly and evenly coated. Too much glue is easy to penetrate, and too little glue is easy to lack glue, bubbling, and separation. Hot pressing temperature and time should be accurately controlled..
Fifth, how to control the quality of the edge banding?
The quality of edge banding machine and automatic edge banding machines are affected by many external and internal factors, including equipment conditions, raw material conditions, and operational proficiency. Generally, the following aspects are emphasized:
(1) If thick edge banding is used to band the edge, the pressing roller of the edge banding machine should be adjusted to the best position. The most common problem is that the pressure is too tight. Since the edge band is slightly longer than the work piece, when the pressing roll presses the length of the edge band, the edge band is provided with a force perpendicular to the feeding direction. At this time, since the glue is not completely cured, the bonding strength is not high. The tail is easy to loosen and not sticky.
(2) The indoor temperature should not be too low during processing, generally should be above 15 °C, especially when the edge band is thick, the flexibility will be insufficient, to ensure the normal operation of the preheating device. If there is no preheating device, it can also be used. The edge band is softened by blowing or the like, and the method is particularly suitable for curved edge banding. There must be no wind across the workshop.
The quality of the edge banding roll affects the edge banding effect. The banded edge of the banded product with good quality is tightly banded, and the gap of the product sealed by banding tape with poor quality is large, and there is a clear black line. When the machine is trimming, it is easy to scrape off the surface on the surface. From the cross-section of the thick edge banding, the middle of the gluing surface should be slightly concave than the two sides. The edge banding of the sealing band is tighter and the effect is good.
(3) The moisture content of solid wood edge banding materials should not be too high. It should be stored in a cool and dry room. The substrate requires no dust, and the optimum moisture content is 8-10%.
(4) Due to the fast edge-banding speed, the adhesive should have good dispersion and permeability to the substrate under low pressure. It should have good initial tack and should be glued instantly under a short time pressure. The knot is firm. When using, care should be taken to ensure that the temperature of the hot melt adhesive is within the normal temperature range. If the temperature is too high for a long time, the glue will be separated; if the hot melt adhesive does not reach good fluidity at low temperature, it must be provided by the supplier data when using it.
(5) The amount of hot melt adhesive should be such that the glue is slightly extruded outside the glued part, too large, there is a black line at the edge of the seal, which affects the appearance; too small, the glue strength is not enough.
In order to check whether the film is continuous, it can be tested with a transparent hard PVC. it can also be sealed with a common edge banding. When the silicone is not cooled, the edge band is torn off for inspection.
(6) For the manufacturing of the EVA edge banding machine without the front pre-milling diamond cutter device, the cutting quality of the semi-finished product to be sealed also affects the edge banding effect. In order to prevent the product from being blasted. The general manufacturer will use a nicker saw (commonly known as a small saw blade or grooving blades). The best effect after cutting should be that the saw blade can be seen in the section but it is not felt. When the small saw blade marks are too deep, the seal is not strong, and a black line can be seen at the edge of the seal to even see the gap, which is too shallow and easy to explode.
What should you pay attentio to when the edge banding machine is working safely:
The workplace should be equipped with complete and reliable fire-fighting equipment. Smoking and open flames are strictly prohibited in the workplace, and flammable products such as oil and cotton yarn are not allowed to be stored;
The wood to be processed and processed wood in the workplace should be piled up neatly to ensure smooth roads;
The machinery should be kept clean, the safety protection device is complete and reliable, the joints of the various parts are fastened, and no debris can be placed on the workbench;
Before the operation, the frame and the fixture should be adjusted. The table should be stable, the drill should be vertical, and the chisel should be stuck in the center of the chisel and perpendicular to the machined hole;
When you are eye-catching, you must use the clamper. Do not directly support the material by hand. If it is thrifty, it must be pressed slowly. Do not use excessive force. Do not wear gloves.
In the operation, if the chiseling is blocked by raft or wood slag or the high temperature causes the wood to smoke, the handle should be lifted immediately, and the drilled wood residue should not be directly cleaned by hand;
When replacing the core, stop the power supply first, and then put the board on the platform before proceeding;
After the operation, cut off the power supply, lock the brake box, wipe and lubricate, and remove wood chips and shavings.